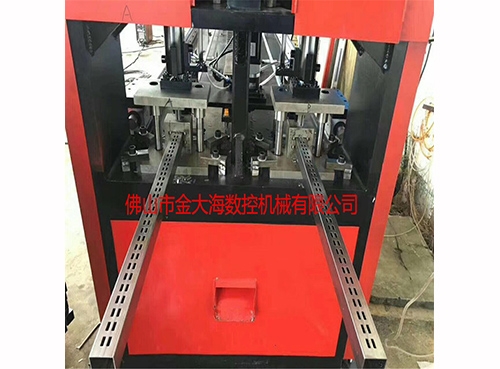
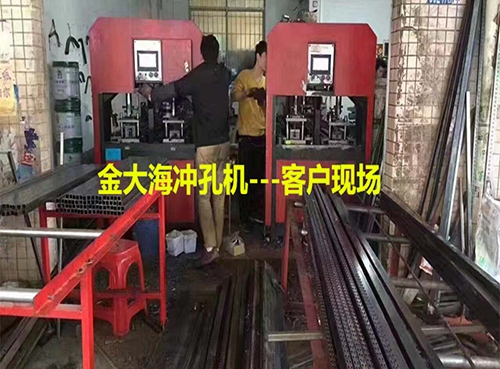
Rack punching machine Die and tool materials used for pressure processing are mostly alloy steel, carbon tool steel and hard alloy,
They all have a common feature: high strength and hardness, relatively low plasticity and toughness.
This is quite beneficial to metal deformation. But it is not good for the safety of operators.
How can we give consideration to both?
Of course, from improvement Punching machine The method is simple and easy, and cost saving.
The main consideration of punching machine process improvement is to reduce stress concentration and improve the plasticity of dies and tools.
In general, the more serious the stress concentration is, the easier it is to cause local damage of the mold;
The worse the plasticity of the module, the easier it is to cause mold cracks.
Reduce stress concentration and improve plasticity,
In addition to paying attention to the appearance and edges of molds and tools, avoid sharp corners;

Also note:
1. Pay attention to "three hearts and one mind". The stress center of the workpiece, the geometric center of the mold and the pressure center of the press are "three in one", which can avoid the damage of the mold due to the stress concentration caused by eccentricity.
2. The side of the upper mold facing the operator should be made into a bevel as far as possible, which can not only increase the operating space, but also reduce the probability of the mold edges and corners being deformed and damaged under the effect of stress due to frequent use, thus popping up.
3. During the blanking process, the hardness of the male die should be slightly less than that of the female die HRC5 (hardness value);
4. When punching small holes with diameter less than 2mm, the guide sleeve of the punch should be as long as possible;
5. During continuous blanking, avoid unilateral or asymmetric holes at the beginning in order to reduce the risk of punch damage and ejection.
6. The discharge plate of the mold and the upper and lower molds should be closed as far as possible, especially the side close to the operator.
7. The extrusion processing energy is very large, and the entrance angle a of the extrusion die has a great influence on the unit extrusion force α= The deformation resistance is small when the angle is 40 °~60 °, which is very helpful to improve the safety performance.